
700*300*13*24H型钢 淮安焊接H型钢 供应充足

矿石(3毫米)经筛孔为7毫米棒条筛,大于7毫米矿石送给4×6毫米颚式破碎机。粗碎产品中大于25毫米物料给入φ9毫米标准圆锥破碎机破碎至-25毫米,通过双层振荡筛筛分,大于3毫米物料给入21×3毫米棒磨机,磨矿粒度.3毫米,棒磨机与弧形筛、螺旋分级机构成闭路。小于.3毫米物料给入梯形跳汰机,跳汰精矿用螺旋溜槽-摇床选出部分粗精矿,尾矿给入球磨机,再磨至.15毫米。经分级斗分级,分级斗溢流(-.15毫米)选用分级摇床。

山东轧三特钢有限公司,H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。

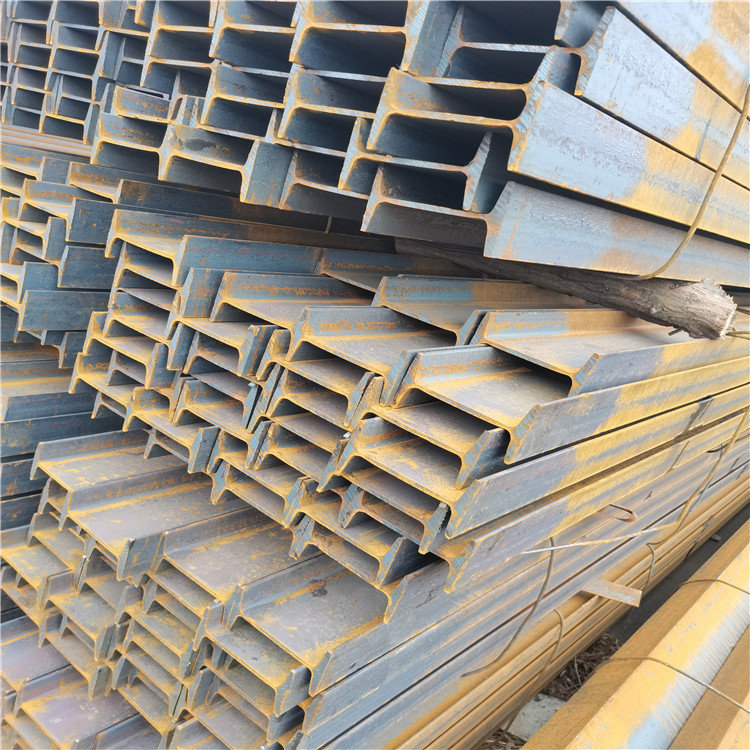
H型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,因此而得名平行翼缘钢。H型钢的腹板厚度比腹板同样高的普通钢小,翼缘宽度比腹板同样高的普通钢大,因此又得名宽缘钢。由形状所决定,H型钢的截面模数、惯性矩及相应的强度均明显优于同样单重的普通钢。轧三特钢用在不同要求的金属结构中,不论是承受弯曲力矩、压力负荷、偏心负荷都显示出它的优越性能,可较普通钢大大提高承载能力,节约金属10%~40%。H型钢的翼缘宽、腹板薄、规格多、使用灵活,用于各种桁架结构中可节约金属15%~20%。由于其翼缘内外侧平行,缘端呈直角,便于拼装组各种构件,从而可节约焊接、铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
24H型钢 淮安焊接H型钢 充足据实践证明,模型利用率在许多情况下相当高。特别是在降低各组牌号钢的铸坯和轧材的缺陷率,提高钢对局部腐蚀的耐蚀性以及耐寒指标等方面。在分析冶金实践的基础上,完成的模型利用率的评价表明,可以节约如下材料和能源费用:.节约脱氧剂、铁合金和中间合金达20%;.提高炉衬工作寿命5%~15%;.节约材料和能源资源7%~15%;.提高设备操作强度5%~15%;.降低因表面缺陷、超声波检查结果钢材的去除率1/2~4/5;.排除连续铸钢装置的事故,取消铸坯及其轧材表面的必要性;.保证性能的稳定性,并降低轧材因机械性能引起的去除率达80%~90%;.降低发新钢种和工艺费用50%~70%,提高各种用途钢材的质量。
H型钢用途)(轧三特钢)
由于具有上述优点,H型钢应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基和堤坝工程;各种机器构件。
型钢 淮安焊接H型钢 充足在传统压铸机上应用挤压压铸工艺的优势传统压铸工艺与装备技术已相当完善,特别是卧式冷室压铸机及卧式压铸工艺,它的压射与合模锁模装置,具有极强的工艺适应性。挤压铸造工艺如果不能与传统压铸装备相结合,将制约它的广泛应用。跨出这一步,挤压铸造技术将出现另一个分支,这就是挤压压铸技术。换言之,在传统压铸机的基础上应用挤压铸造技术,就是挤压压铸技术。根据挤压压铸自身工艺的特点,对传统压铸机进行相应的完善改造,这套设备就是一台全新的挤压压铸机了。正确而认识压铸工艺与传统压铸机的功能把握挤压铸造工艺的原理,在传统压铸机上地简单应用挤压压铸工艺并不是件难事,关键的是突破传统观念。它需要对传统压铸机所拥有的性能有充分的认识,也要对传统压铸工艺有深刻的理解,还要那些先入为主的模糊认识。事实上,现时传统的压铸机,其功能已相当齐备,它不但能进行普通的压铸,还能进行挤压压铸、带型芯挤压压铸;不但能进行各种的低压铸造、差压铸造、重力铸造,增加抽真空装置后,还能进行真空吸铸、真空压铸、真空挤压压铸。指标优化的措施。料入炉前端管理加强炉料入炉前端管理,优化炉料结构,坚持精料方针,实现净料入炉,杜绝有害劣质料入炉,为高炉炉况的顺行与稳定打下物质基础。优化入炉料结构,去掉经济料 初炉料结构中,烧结为自产烧结矿,占85%左右,球团矿为外购,占13%左右,块矿为本地矿,占2%左右。以上三种物料成份见表1。以上炉料结构中存在的问题是:本地矿品位太低,且有害杂质多;球团矿硅高,外观红球多,粒度偏析大,抗压强度低,一般在1200N左右,且不稳定,时800N,如此差的球团矿配到13%左右,不利于高炉顺行;烧结矿中MgO含量过高,不利于烧结矿强度和品位提高。